

Industriel / Entrepôt
ÉTUDE DE CAS: Courchesne Larose (Michal, inc.)
Un projet efficace réalisé en 2 phases (nouvelle construction et agrandissement subséquent) grâce à une technologie entièrement modulable
Défi: Implantation d’un procédé de réfrigération éco-énergétique performant
Aujourd’hui, la fonction principale des applications de transformation des aliments est d’assurer la fraîcheur des marchandises périssables. Le stockage est couramment utilisé pour lisser les besoins d'approvisionnement et ainsi être moins vulnérable face aux pointes et aux creux de production. Les technologies de refroidissement permettent ainsi d'assurer un approvisionnement plus continu aux clients en maintenant la qualité des produits plus longtemps. L'entreposage des produits perissables requièrent toutefois des besoins de refroidissement important.
Afin de palier à un enjeu de consommation énergétique et de réfrigérants synthétiques grandissant et aussi, aux objectifs de banissement et de réduction de consommation des HCFC (99.5% en 2020) et HFC au Canada (comme un peu partout à travers le monde), Carnot Réfrigération propose une solution de refroidissement à la fois éco-énergétique, durable et performante.
Défis relevés
Le projet recensait deux défis principaux:
01. Implantation d’un système de réfrigération répondant aux nouvelles normes environnementales ET performant dans un nouveau bâtiment (phase 1)
02. Proposition d'un système modulable permettant de répondre à des besoins évolutifs en matière de réfrigération (phase d’agrandissement prévue) afin de maximiser l’efficacité.
Caractéristiques du projet
| Phase 1 (nouveau système) |
Phase 2 (agrandissement) |
| 1- Entreposage de fruits et légumes (32°F à 50°F) | 1- Entreposage de fruits et légumes (32°F à 50°F) |
| 2- 86 600 pieds carrés, 3,46M de pieds cubes | 2- 56 500 pieds carrés, 2,26M de pieds cubes |
| 3- Capacité de stockage de 861 palettes | 3- Chambre de conditionnement (40°F) |
| 4- 20 portes d’accès aux quais de chargement | 4- 16 portes d’accès aux quais de chargement |
Solutions proposées
Phase 01 (nouvelle construction): Conception d'un système sur-mesure NH3/CO2 en cascade
En plus de la conception d'un système sur mesure intégrant le NH3 et le CO2 en cascade, deux avancées technologiques supplémentaires ont été proposées et ajoutées au système: la récupération totale de la chaleur issue des compresseurs et le mode TFC (Total free cooling).
Spécifications techniques du système
- Dimension / capacité: 196 TR@23F SST; 234 TR@32F SST
- Températures maintenues entre 32°F et 59°F
- 4000 heures d’opération en mode Free cooling
- Récupération de la chaleur (pour le chauffage de l’eau et de l’air)
- Réfrigérant: Plus de 90% CO2
- Module de dégivrage au gaz chaud
Phase 02 (agrandissement): La technologie CARNOT transcritical CO2 + parallel compression
Une technologie opérant à 100% au CO2 a été implantée en seconde phase de projet.
Spécifications techniques du système
- Dimension / capacité: 200TR @ 23F SST
- Températures maintenues entre 32°F et 59°F
- Réfrigérant: 100% CO2
- Module de dégivrage au gaz chaud
Résultats et bénéfices: 6 bénéfices majeurs
L’implantation de la technologie Carnot a généré 6 bénéfices majeurs:
|
01. Elimination de tout besoin de conversion future liée à l'élimination des gaz réglementés
|
|
02. Coefficient de performance (COP) significativement accru (14.7 en phase 1, 18.1 en phase 2) |
|
03. Préservation prolongée des aliments |
|
04. Réduction des coûts énergétiques, de maintenance, de réfrigérants synthétiques et liés à l’apport de CO2 (en comparaison à une technologie conventionnelle)
|
|
05. Délai de recouvrement de l’investissement rapide et retour sur capital-investi élevé |
|
06. Réduction de la superficie de la salle mécanique de 80% par rapport à l’implantation d’un système conventionnel
|
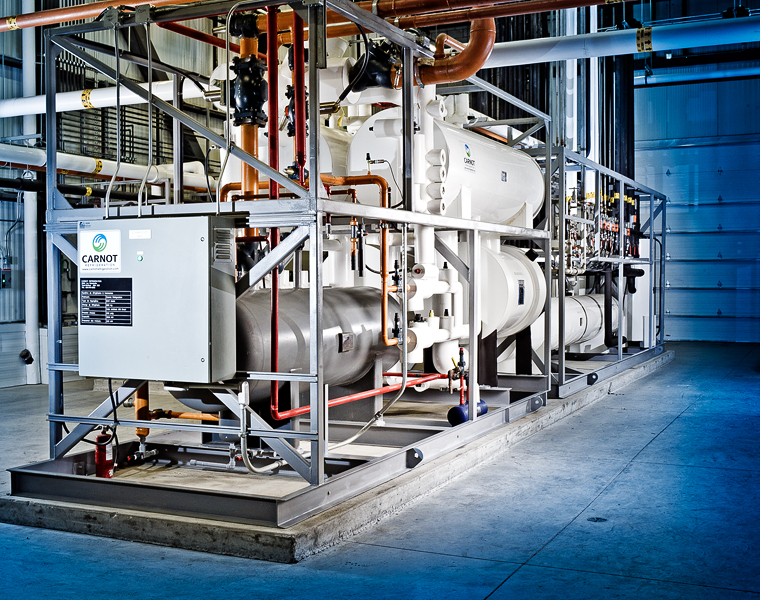
Le projet en images





Un peu plus sur le système
Dégivrage au gaz chaud
Le gaz chaud permet un dégivrage d’évaporateur rapide et efficace. Par rapport au dégivrage électrique, cette méthode a l’avantage de ne consommer aucune énergie supplémentaire, ni d’ajouter de chaleur à l’équilibre énergétique du système.
Le dégivrage au gaz chaud offre la possibilité de chauffer les quais et toutes les autres zones de l’entrepôt si nécessaire, toujours sans consommer d’énergie supplémentaire et sans avoir besoin d’équipement mécanique supplémentaire (pompes, boucle de glycol, éléments chauffants, etc.).
Récupération de chaleur
Le système de réfrigération au NH3/CO2 est conçu pour récupérer la chaleur directe provenant des gaz de refoulement des compresseurs de CO2 pour alimenter les bobines de récupération, pour chauffer l’air ambiant des bureaux et de l’espace d’entreposage qui requiert de la chaleur comme le quai d’expédition et l’atelier. Cette option offre une capacité de récupération (chaleur disponible) jusqu’à 8 fois plus importante qu'avec une boucle de glycol intermédiaire.
FC – Mode « refroidissement libre »
Utilisant le CO2 par expansion directe en cascade avec de l’ammoniaque, notre système reste en mode FC (refroidissement libre) lorsque la température extérieure est inférieure à 8 °C. Ce mode est maintenu pendant 4 000 heures dans la région de Montréal.
Pendant ces heures en mode FC, les compresseurs au NH3 sont complètement arrêtés. Ces pauses permettent d’augmenter la durée de vie des compresseurs, du système de lubrification et d’autres composantes de la boucle d’ammoniaque.
En comparaison, pour une boucle de recirculation avec du CO2 maintenu à -8 °C, la température extérieure restera inférieure à -15 °C pour permettre le mode TFC. Cela correspond à un potentiel de 250 voitures dans la région de Montréal. Nous nous attendons à ce que ce système réduise le besoin total en énergie (kWh) de l’entrepôt par rapport à un système au NH3 direct.